| 序号 |
目录表 |
| 1 |
钢件制造要求 |
| 2 |
防腐材料选型 |
| 3 |
半导体高纯内衬工艺流程 |
| 4 |
检验检测 |
| 5 |
内衬检验检测和生产实物照片 |
一、 钢件制造要求
1.1. 钢件设计制造标准
| 序号 |
标准号 |
标准名称 |
| 1 |
GB 150.1~4-2011 |
《压力容器》 |
| 2 |
NB/T 47013-2015 |
《承压设备无损检测》 |
| 3 |
GB/T 713-2014 |
《锅炉和压力容器用钢板》 |
| 4 |
GB/T 24511-2017 |
《承压设备用不锈钢板和钢带》 |
| 5 |
NB/T 10558-2021 |
《压力容器涂敷与运输包装》 |
| 6 |
TSG 21-2016 |
《固定式压力容器安全技术监察规程》 |
| 7 |
NB/T 47010-2017 |
《承压设备用不锈钢锻件和耐热钢锻件》 |
| 8 |
GB/T 3274-2017 |
《碳素结构钢和低合金结构钢热轧厚钢板和钢带》 |
| 9 |
GB/T 8923.1-2011 |
《涂装前钢材表面锈蚀等级和除锈等级》 |
| 10 |
HG/T 20580~20585-2020 |
《钢制化工容器设计基础规范等六项汇编 [合订本]》 |
| 11 |
NB/T 47014-2011 |
《承压设备焊接工艺评定》 |
| 12 |
NB/T 47041-2014 |
《塔式容器》 |
| 13 |
NB/T 47065.1~.5-2018 |
《容器支座》 |
| 14 |
GB/T 25198-2010 |
《压力容器封头》 |
| 15 |
NB/T 47020~47027-2012 |
《压力容器法兰、垫片、紧固件》 |
| 16 |
HG/T 20592~20635-2009 |
《钢制管法兰、垫片、紧固件》 |
| 17 |
NB/T 47003.1-2009 |
《钢制焊接常压容器》 |
| 18 |
GB/T 8163-2018 |
《输送流体用无缝钢管》 |
| 20 |
NB/T 47015-2011 |
《压力容器焊接规程》 |
| 21 |
NB/T 47016-2011 |
《承压设备产品焊接试件的力学性能检验》 |
| 22 |
HG/T 20677-2013 |
《橡胶衬里化工设备》 |
| 23 |
GB 713-2014 |
《锅炉和压力容器用钢板》 |
| 24 |
NB/T 47008~47010-2017 |
承压设备用碳素钢和合金钢锻件 低温承压设备用合金钢锻件 承压设备用不锈钢和耐热钢锻件》 |
| 25 |
GB/T 9948-2013 |
《石油裂化用无缝钢管》 |
| 26 |
SH/T 3540-2018 |
《钢制冷换设备管束防腐涂层及涂装技术规范》 |
| 27 |
GB 50341-2014 |
《立式圆筒形钢制焊接油罐设计规范》 |
| 28 |
GB 50128-2014 |
《立式圆筒形钢制焊接储罐施工及验收规范》 |
1.2. 钢件制作试验和检验项目
| 序号 |
项目 |
| 1 |
材料质量合格证明书 |
| 2 |
原材料复检 |
| 3 |
焊接工艺评定 |
| 4 |
焊接接头坡口准备 |
| 5 |
焊接接头外观及最终检验 |
| 6 |
无损检测(按图纸要求) |
| 7 |
水压试验 |
| 8 |
除锈& 油漆检验(包括表面预处理) |
| 9 |
运输前检查 |
1.3. 防腐生产施工标准
| 序号 |
标准编号 |
标准名称 |
| 1 |
HG 20536-1993 |
《聚四氟乙烯衬里设备》 |
| 2 |
HG/T4277-2011 |
《钢制塑料衬里塔式容器技术条件》 |
| 3 |
GB/T 26501-2011 |
《氟塑料衬里压力容器通用技术条件》 |
| 4 |
HG/T 4088-2009 |
《塑料衬里设备 通用技术要求》 |
| 5 |
HG/T 4093-2022 |
《塑料衬里设备 衬里耐负压试验方法》 |
| 6 |
GB/T 23711.1-2019 |
《氟塑料衬里压力容器 电火花试验方法》 |
| 7 |
GB/T 23711.2-2019 |
《氟塑料衬里压力容器 耐低温试验方法》 |
| 8 |
GB/T 23711.3-2019 |
《氟塑料衬里压力容器 耐高温试验方法》 |
| 9 |
GB/T 23711.4-2019 |
《氟塑料衬里压力容器 耐真空试验方法》 |
| 10 |
GB/T 23711.5-2019 |
《氟塑料衬里压力容器 热胀冷缩试验方法》 |
| 11 |
GB/T 23711.6-2019 |
《氟塑料衬里压力容器 压力试验方法》 |
| 12 |
HG/T 20678-2000 |
《衬里钢壳设计技术规定》 |
| 13 |
HGJ 229-1991 |
《工业设备、管道防腐蚀工程施工及验收规范》 |
| 14 |
HG/T 4112-2009 |
《塑料衬里储槽和罐式容器技术条件》 |
| 15 |
GB 25025-2010 |
《衬里设备技术条件》 |
| 16 |
HG/T 20678-2000 |
《衬里钢壳设计技术规定》 |
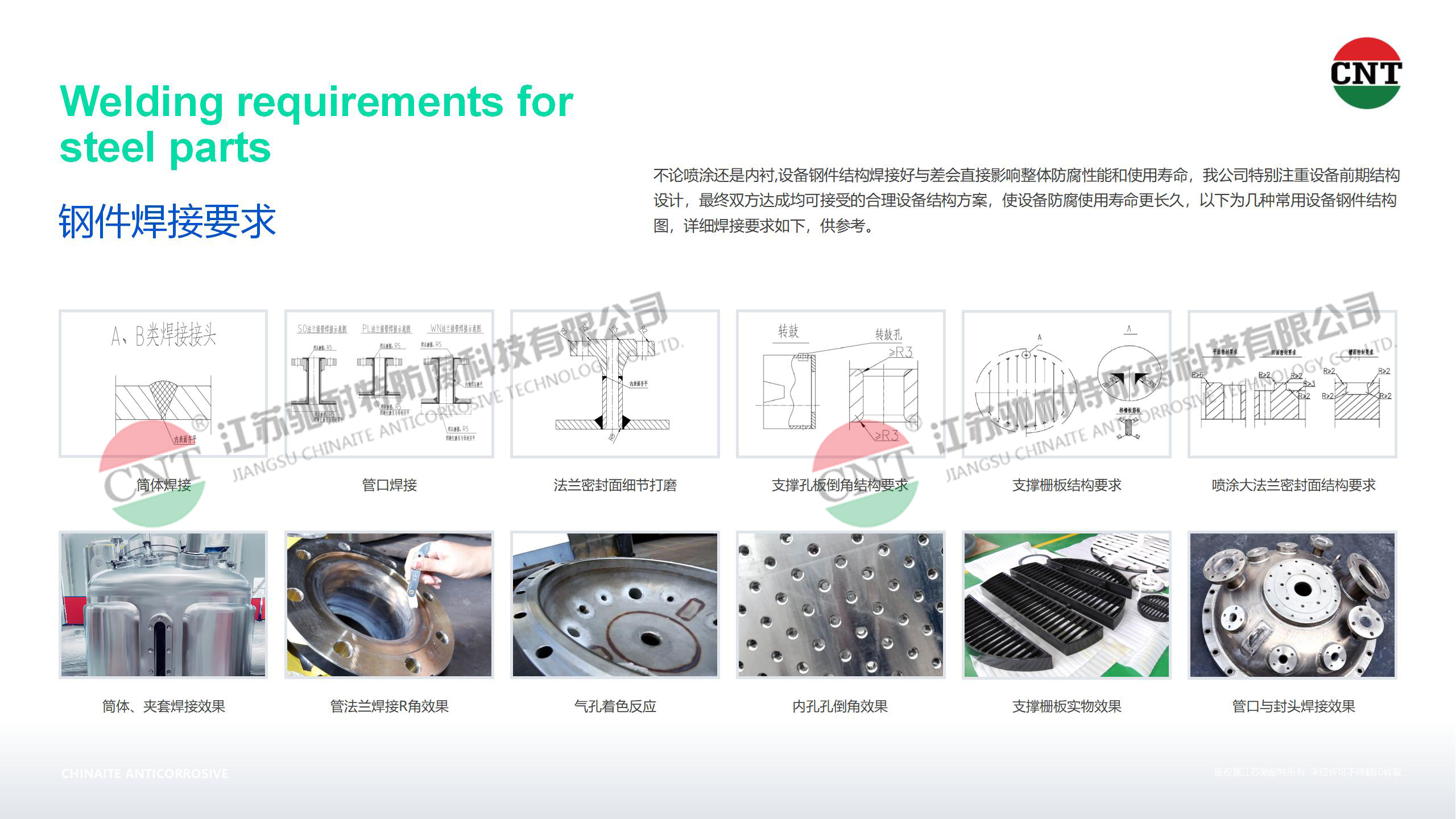
1.4. 半导体高纯内衬工艺对钢件的要求
二、 防腐材料选型
2.1 PTFE防腐材料性能说明
中文名:聚四氟乙烯; 英文名: PTFE; 俗称:F4、四氟、聚四氟乙烯;所选用PTFE内衬材料反面采用专业的荼钠处理或玻纤复合技术,保证了板材和胶水粘合度更强;PTFE板材是一种高纯、防腐、自洁净材料,对于小分子渗透和强酸强碱拥有更佳的耐受性和稳定性;拥有更高的纯度,在使用过程中杂质和金属粒子析出几少量;因采用特殊工艺成型,板材表面无任何刮伤和加工痕迹,所以在使用中不会有任务微生物可以附着在其表面。在电子化学品和半导体行业已成功应用多年。
2.2 PFA防腐材料性能说明
长期使用-190℃至260℃,四氟乙烯-全氟烷乙烯基醚共聚物,英文名:polyfluoroalkoxy,比重:2.13-2.167克/立方米,成型收缩率:3,。1-7.7%,成型温度:350-400℃干燥条件。PFA有卓越耐化学侵蚀性,对一切化学品都耐侵蚀,摩擦系数的塑料中最低,还有很好的电机能,其电绝缘性不受温度影响,有“可溶性塑料王”之称。
PFA塑料有着很强的耐化学药品性,其耐化学药品性与聚四氟乙烯类似。
PFA塑料有很强的耐侵蚀性,适于制作耐侵蚀件,减磨耐磨件、密封件、绝缘件和医疗器械零件。
其抗蠕变性他压缩强均比聚四氟乙烯好,拉伸强度高,伸长率100%-300%,介电性好,耐辐射性能优异,阻燃性能非常好。
无毒害:具有生理惰性,可以植入人体内。
为保证工艺的可靠性,选型必须满足其化学成份、机械性能、物理性能、供货状态以及表面质量应符合GB/T 26501-2011《氟塑料衬里压力容器通用技术条件》规定的有关要求。
2.3 ECTFE防腐材料性能说明
ECTFE板:是乙烯和三氟氯乙烯1:1的交替共聚物,熔点为464F,密度为1.68g/cc(克/立方厘米)。
特性:从低温到 330T的性能良好,其强度、耐磨性、抗蠕变性大大高于PTEE、FEP和PFA。它在室温和高温下耐大多数腐蚀性化学品和有机溶剂。它的介电常数(2.6)低,在很宽的温度和频率范围内性能稳定。ECTFE不着火,可防止火焰扩散,当暴露在火焰中时,将分解成硬质的碳。
应用领域:可制成用于模塑和挤塑的粒料及用于旋转模塑、流化床涂饰、静电涂饰的粉状产品。可在传统挤塑设备用化学发泡法加工成泡沫状产品,待别适用于计算机用电线的领域。半成品有膜、板、管和单纤维;注塑产品有塔填料、问和泵零件、接插件、电线接线柱、过滤机壳。ECTFE管的应用有光导纤维的套管、非支撑管、钢管和增强塑料管的内衬。
2.4 半导体高纯设备防腐选型推荐表
| SEMI国际标准—湿电子化学品品质分级 |
| SEMI |
C1(Grade1) |
C7(Grade2) |
C8(Grade3) |
C12(Grade4) |
Grade5 |
| 金属杂质/ug/L |
≤1000 |
≤10 |
≤1 |
≤0.1 |
≤0.01 |
| (1ppm) |
(10ppb) |
(1ppb) |
(0.1ppb) |
(0.01ppb) |
| 控制颗粒/ul |
≤1.0 |
≤0.5 |
≤0.5 |
≤0.2 |
* |
| 颗粒个数(个 /mL) |
≤25 |
≤25 |
≤5 |
供需双方协定 |
* |
| 适应IC线宽+ 范围/um |
>1.2 |
0.8~1.2 |
0.2~0.6 |
0.09~0.2 |
<0.09 |
| 推荐使用四氟板材品牌 |
山东东岳(PTFE) |
山东东岳(PTFE) |
日本大金PTFE(M18) |
日本大金PTFE(M18)
/N-PTFE(M111)/PFA |
日本大金PTFE(M18)
/N-PTFE(M111)/PFA |
| 其余防腐选型,建议客户来电或到访咨询 |
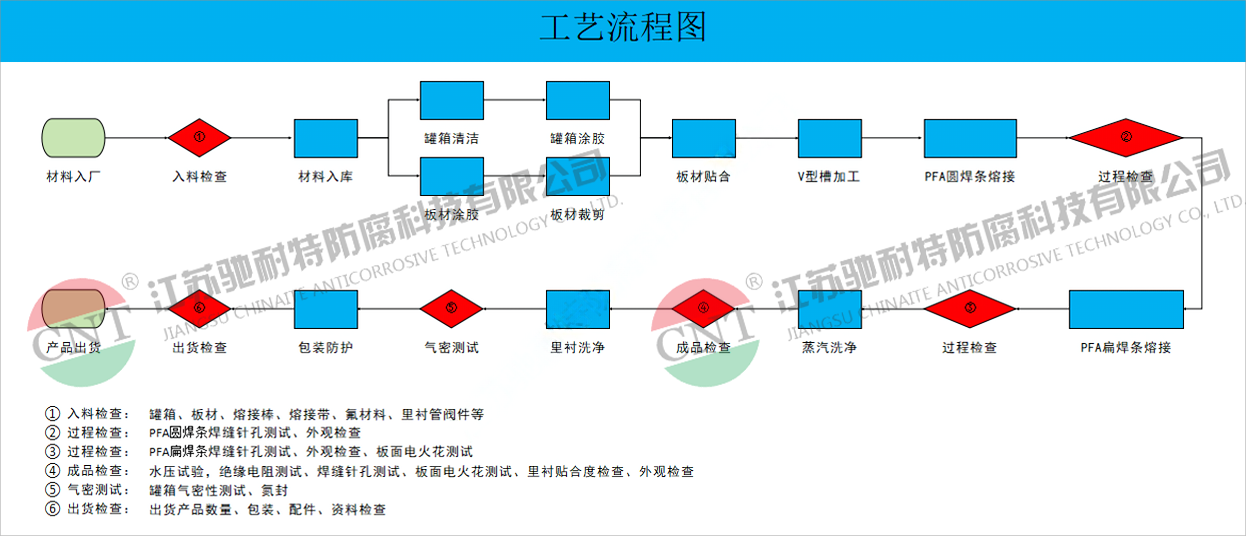
三、 半导体高纯内衬工艺流程
3.1 内衬工艺流程简图
3.2 工艺详细说明
3.2.1铁件喷砂处理
罐箱制作完成后,针对需要衬里部位进行喷砂处理,增加其表面粗糙度,可以提高四氟板材与罐箱内壁的贴合强度。
3.2.2.贴合
贴合四氟板前先予罐箱内进行布线处理,配合罐箱制作时预留的排气孔进行抽气,可有效增加四氟板材与罐箱内壁的贴合度(图1、图2)。
|
 |
| 图1 |
图2 |
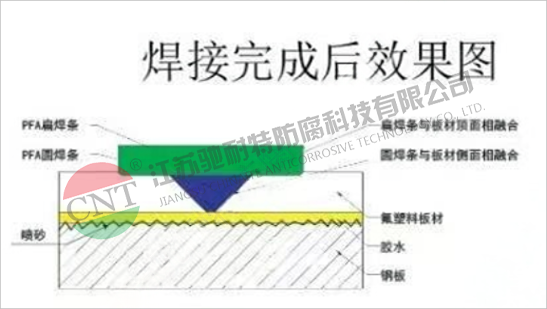
3.2.3.PFA圆焊条熔接
贴板完成后,将两片板片重叠处进行修边处理,之后将修边完成的接缝进行开V型槽,增加两片四氟板片的熔接面积,最后用PFA圆焊条进行熔接,并将PFA圆焊条溢出四氟板材的部分铲平。对熔接部位实施20KV电火花检测和目视检查,确认熔接部位无针孔缺陷和无黑点、气泡、假性焊接等缺陷。如图3,图4
 |
 |
| 图3 |
图4 |
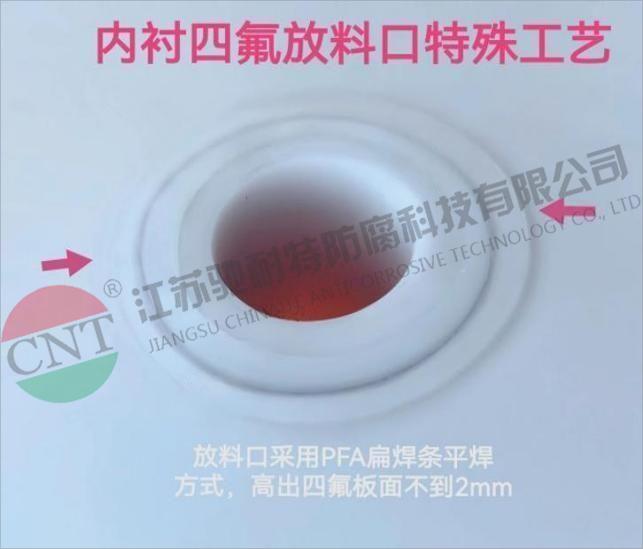
3.2.4.PFA扁焊条熔接
PFA扁焊条熔接完成后,采用等温、等速、等压操作的自动熔接机进行PFA扁焊条熔接。此法一是可以增加两片四氟板材的接合强度,二是PFA扁焊条外观平整、光滑、不易沾附脏污,更符合半导体、超纯水、高纯度药品等洁净度的要求(图5、图6)。
 |
 |
| 图5 |
图6 |
3.2.5.支管熔接
对于罐箱底部的管口,支管自内往外插入,利用扩口翻遍工艺进行制作。此法通过增加溶解面积增加熔接强度,及减少罐箱使用时积液、积污等问题,有效的延长设备的使用及操作的合理性(图8)。常规焊接为角焊焊接工艺,采用圆焊条绕焊6圈(图7)。
 |
 |
| 图7 |
图8 |
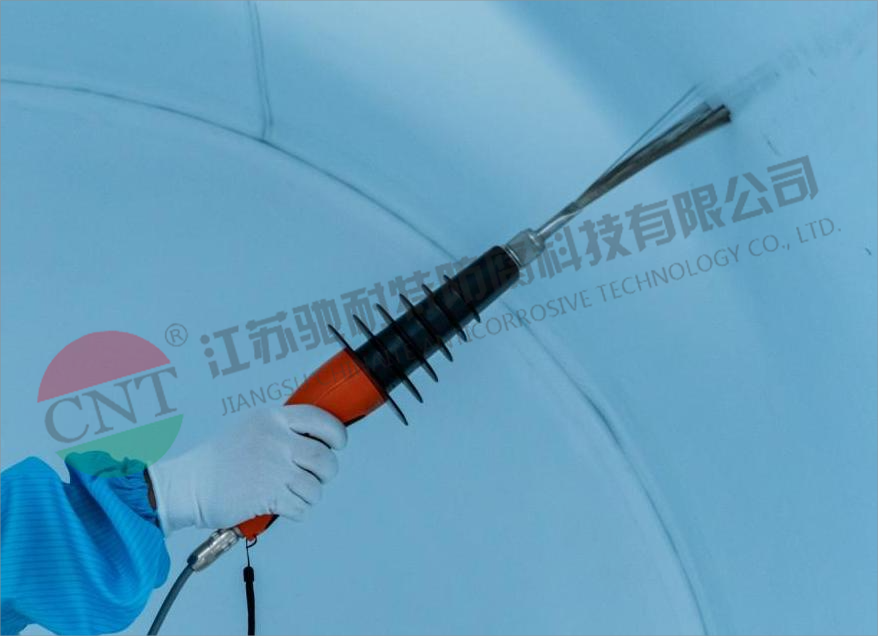
3.2.6.针孔检查
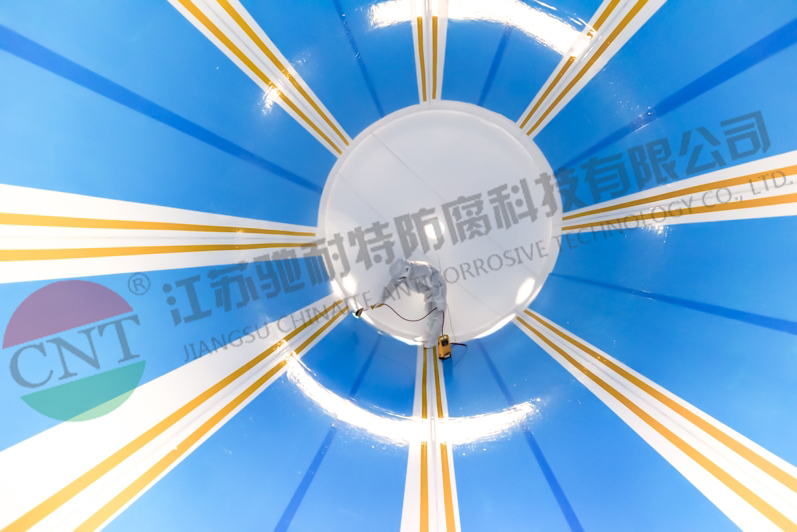
衬里作业完成后,全面性的对罐箱施以20KV的电火花检测,确保完成的衬里罐箱在焊缝、板面皆无针孔缺陷。
3.2.7.蒸汽洗净
为满足客户化学品洁净度需求,卖方配有十万级洁净车间(图9),并设立一间万级洁净室,供里衬熔接和清洁之需求,并结合相应的配套设施,如:超纯水系统、蒸汽发生器等,确保出厂的罐箱洁净度符合客户使用需求。
(1) 罐箱通入超纯水蒸汽清洗30min,去除板面施工残留的大部分油脂。
(2) 用高压超纯水冲洗罐箱内表面,去除罐箱表面残留的灰尘,然后用无尘布擦拭至干燥。
(3) 罐箱移入洁净厂房内,作业人员用专用清洁剂整体擦拭板面,去除残余的油脂,然后用无尘布擦拭至干燥(图10)。
(4) 用超纯水整体擦拭板面至干燥。
(5) 用超高纯IPA整体擦拭板面至干燥。
(6) 用超纯水整体擦拭板面至干燥。
(7) 洗净作业完成后,用紫光灯全面检查罐箱板面,无荧光反射残留异物后即判定洗净作业完成,并用洗净的衬氟盲板密封。
 |
 |
| 图9 |
图10 |
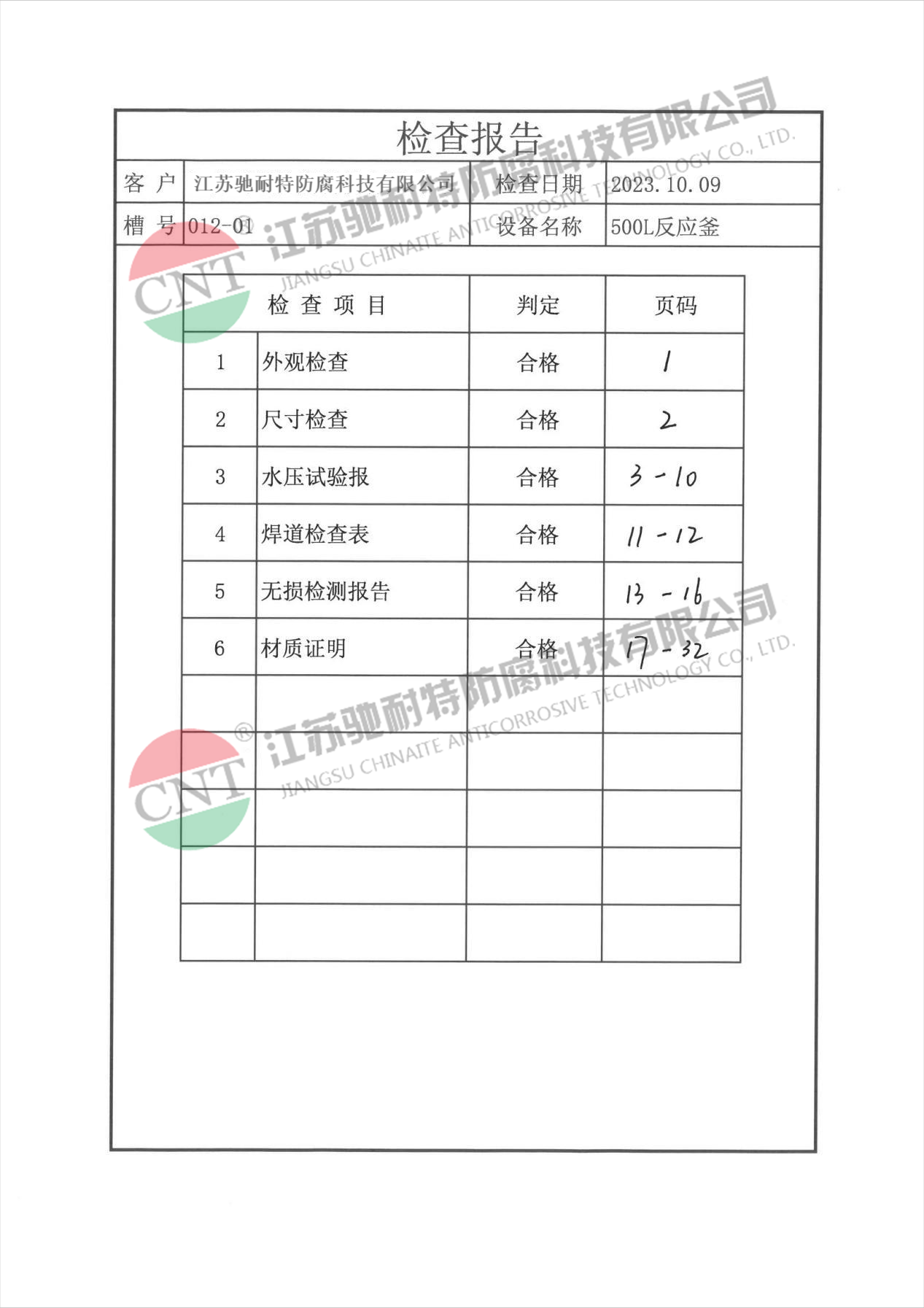
四、 检验检测
4.1.钢件与防腐检验项目一览表
| 序号 |
检验工序 |
检查项目 |
检验记录 |
| 1 |
钢件入库检查 |
外观、尺寸、材质证明 |
钢件检查报告 |
| 2 |
里衬板材入库检查 |
外观、尺寸、材质证明 |
物料检验报告 |
| 3 |
里衬配件入库检查 |
外观、尺寸、针孔检查、材质证明 |
物料检验报告 |
| 4 |
内衬检查 |
焊缝针孔检查、外观检查 |
焊接作业检查记录 |
| 板面电火花检查、外观检查 |
板面作业检查记录 |
| 支管针孔检查、外观检查 |
焊接作业检查记录 |
| 水压试验 |
水压试验报告 |
| 绝缘电阻测试 |
绝缘电阻测试记录 |
| 贴合度检查 |
板面作业检查记录 |
| 气密性测试 |
气密性测试报告 |
4.2.钢件厂家检验工序与方法
4.3.钢件入库检验
为保证钢罐体制作符合内衬需求,对每个罐箱铁件至少进行两次铁件检查,分为钢罐体厂家检查和罐箱进厂检查,并对检查结果进行记录,并拍照留档。
配套铁件厂商均为专业的内衬罐体制作厂商,具有多年内衬钢罐体铁件的制作经验。
4.3.1罐箱进厂检查
(1) 外观检查
各部位不可有突出、伤痕、毛边、凹凸、焊接熔渣、敲打痕迹等缺失。
(2) 焊缝外观检查
a. 熔接部要充分熔入,且无裂缝、凹割、搭迭、焊口烧痕、熔渣等缺点。
b. 焊道形状要平整,不可显著高低不平、塌陷等缺点。
c. 加强焊缝要光滑的隆起来。
d. 熔接各部位不可有厚度不足的缺点。
e. 桶体与桶体&桶体与封头焊接后之内部焊道须平滑磨除。
f. 厚度不同之钢板焊接时,桶体内部不可有段差。
(3) 衬里加工面喷砂处理
a. 喷砂后的表面粗糙度为 25~100µm。
b. 所有里衬加工面位置不得有喷砂遗漏的情形。
c. 喷砂后不得有生锈、油污、漆、水垢等附着在 TANK 内部,喷砂后之砂粒必须清理干净。
(4) 尺寸检查
参照图纸,使用检验量器具对罐箱各部位尺寸进行测量检查,要求符合图纸公差及企业内部检验标准。
(5) 入库必须附产品质量证明书及金属材质证明。
4.4.里衬板材入库检验
(1) 外观检查
板材表面不应有裂纹、气泡,折叠、夹杂,结疤、黑点、白斑。
(2) 尺寸检查
使用检验量器具对板材尺寸进行测量检查。
(3) 资料检查
板材入库必须附产品产品质量证明书,要求型号、名称、数量、生产日期或批号、交货状态等应与质量证明书一致。
4.5.配件入库检查
配件包括里衬管阀件、PFA管等配件。
(1) 外观检查
里衬配件表面不应有裂纹、黑点、伤痕等缺陷。
(2) 尺寸检查
使用检验量器具对板材尺寸进行测量检查。
(3) 电火花检查
使用电火花测试仪对里衬配件进行针孔检查。
(4) 资料检查
板材入库必须附产品产品质量证明书,要求型号、名称、数量、生产日期或批号,交货状态等应与质量证明书一致。
4.6.主要内衬检验工序与方法
(1)焊缝外观检查
采用手电对板面焊缝进行目视检查,PFA圆焊条和PFA圆焊条焊缝均不得有气泡、黑点、亮线、假性焊接等缺陷。
(2)焊缝针孔检查
采用AC20KV电压针孔测试仪和电火花检测仪进行针孔检查,PFA圆焊条和PFA圆焊条焊缝均不得有针孔。
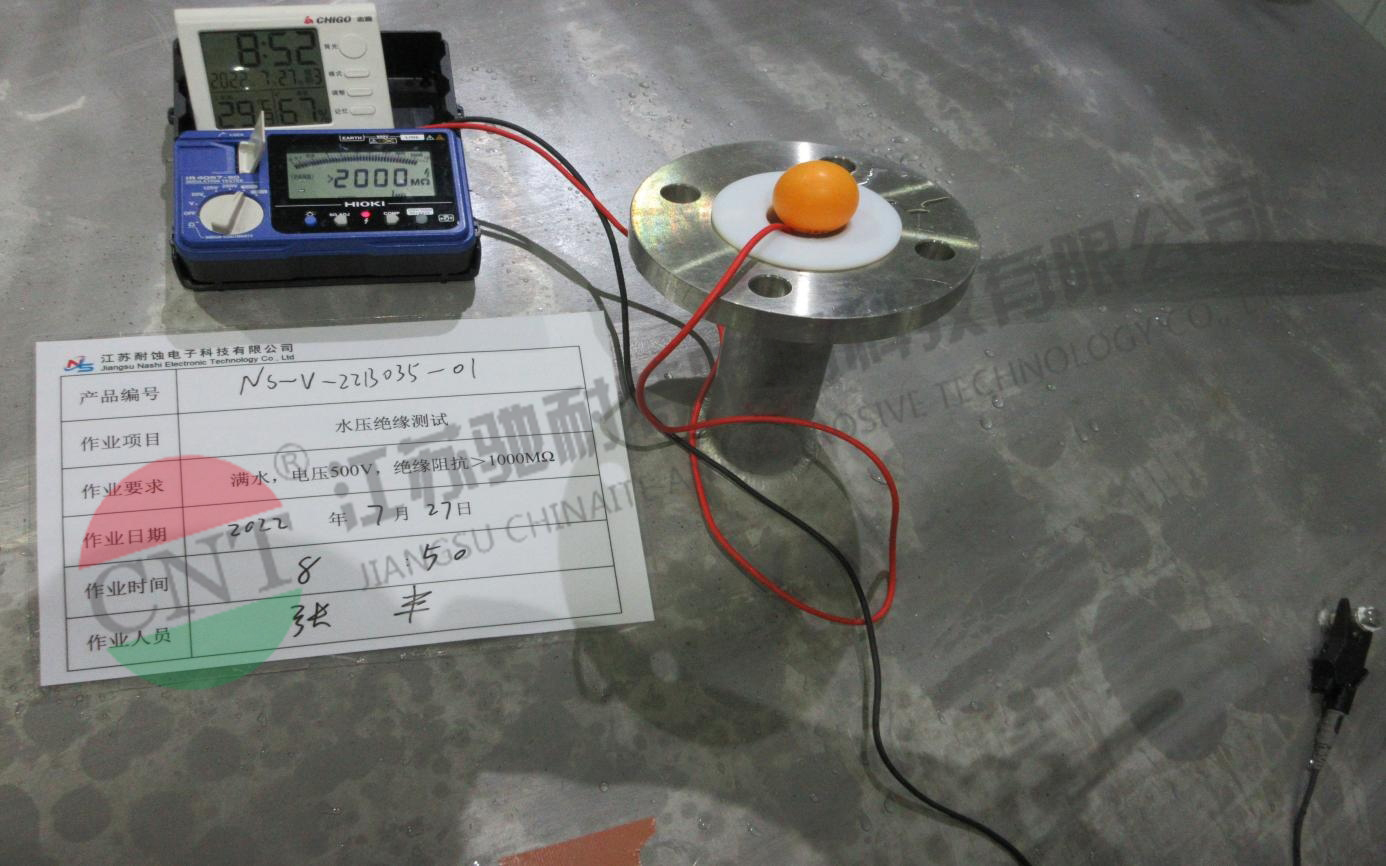
(3)水压试验和绝缘电阻测试
采用设计压力1.25倍(除图纸另有要求)水压对衬里钢罐体进行耐压性及绝缘性测试。测试要求压力持续4h没有压降后进行绝缘电阻检测≥1000MΩ。
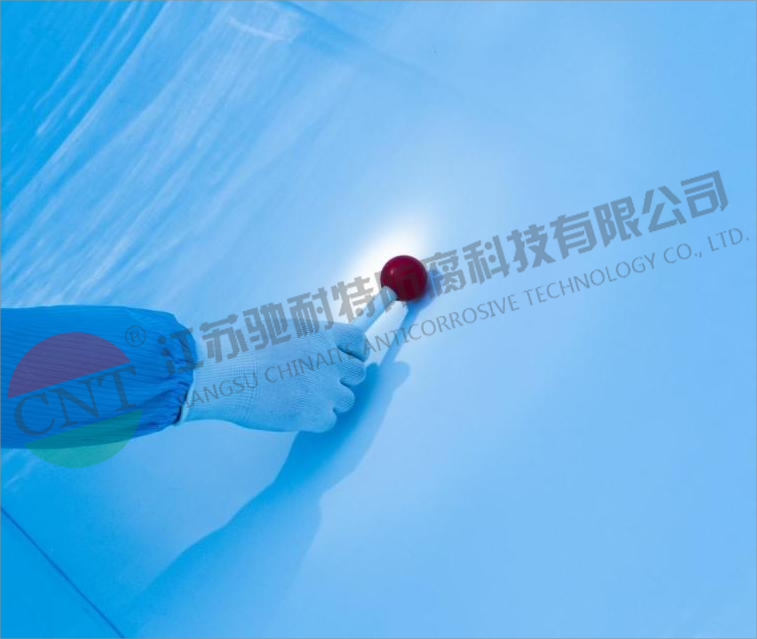
(4)贴合度检查
贴合度检查采用四氟锤对里衬面进行敲击,板面不得有空鼓现象。
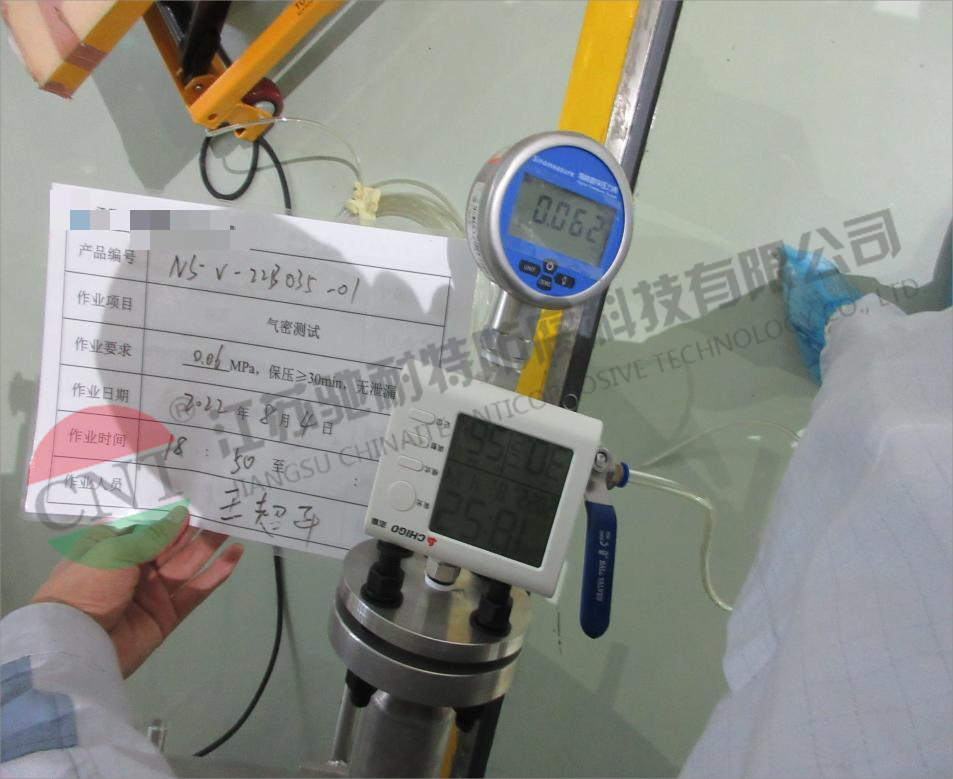
(5)气密性测试(如图样要求)
衬里钢罐体装配好后应进行气密性测试,气密性试验所用气体,应为干燥、清洁的氮气,试验压力应为设计压力的1.1倍(除图纸另有要求),对钢罐体的所有焊缝和连接部位涂刷检漏液进行泄露检查,以无泄漏为合格。
液位计及管阀件(如有)装配好后进行气密测试(如图样要求),测试要求同钢罐体检测要求。
4.7.主要检验设备
| 序号 |
检验工具 |
用途 |
检验设备实物照片 |
| 1 |
拉伸强度测试仪 |
测试里衬板材拉升强度及贴合剥离强度 |
 |
| 2 |
密度分析仪 |
测试里衬板材密度 |
、 |
| 3 |
粗糙度检测仪 |
检测喷砂粗糙度 |
 |
| 3 |
电火花检测仪 |
板面针孔检查 |
 |
| 4 |
针孔检测仪 |
焊缝针孔检查 |
 |
| 5 |
绝缘电阻测试仪 |
水压绝缘电阻测试 |
 |
| 6 |
数显压力表 |
气密性测试 |
 |
| 7 |
四氟锤 |
板面贴合度检查 |
 |
| 8 |
紫光灯 |
焊缝强光检查 |
 |