| 序号 |
目录表 |
| 1 |
钢件制造要求 |
| 2 |
驰耐特喷涂防腐实力 |
| 3 |
常规大化工喷涂工艺流程 |
| 4 |
检验检测 |
| 5 |
喷涂检验检测和生产实物照片 |
| 6 |
江苏驰耐特喷涂细节阐述 |
一、 钢件制造要求
1.1. 钢件设计制造标准
| 序号 |
标准号 |
标准名称 |
| 1 |
GB 150.1~4-2011 |
《压力容器》 |
| 2 |
NB/T 47013-2015 |
《承压设备无损检测》 |
| 3 |
GB/T 713-2014 |
《锅炉和压力容器用钢板》 |
| 4 |
GB/T 24511-2017 |
《承压设备用不锈钢板和钢带》 |
| 5 |
NB/T 10558-2021 |
《压力容器涂敷与运输包装》 |
| 6 |
TSG 21-2016 |
《固定式压力容器安全技术监察规程》 |
| 7 |
NB/T 47010-2017 |
《承压设备用不锈钢锻件和耐热钢锻件》 |
| 8 |
GB/T 3274-2017 |
《碳素结构钢和低合金结构钢热轧厚钢板和钢带》 |
| 9 |
GB/T 8923.1-2011 |
《涂装前钢材表面锈蚀等级和除锈等级》 |
| 10 |
HG/T 20580~20585-2020 |
《钢制化工容器设计基础规范等六项汇编 [合订本]》 |
| 11 |
NB/T 47014-2011 |
《承压设备焊接工艺评定》 |
| 12 |
NB/T 47041-2014 |
《塔式容器》 |
| 13 |
NB/T 47065.1~.5-2018 |
《容器支座》 |
| 14 |
GB/T 25198-2010 |
《压力容器封头》 |
| 15 |
NB/T 47020~47027-2012 |
《压力容器法兰、垫片、紧固件》 |
| 16 |
HG/T 20592~20635-2009 |
《钢制管法兰、垫片、紧固件》 |
| 17 |
NB/T 47003.1-2009 |
《钢制焊接常压容器》 |
| 18 |
GB/T 8163-2018 |
《输送流体用无缝钢管》 |
| 20 |
NB/T 47015-2011 |
《压力容器焊接规程》 |
| 21 |
NB/T 47016-2011 |
《承压设备产品焊接试件的力学性能检验》 |
| 22 |
HG/T 20677-2013 |
《橡胶衬里化工设备》 |
| 23 |
GB 713-2014 |
《锅炉和压力容器用钢板》 |
| 24 |
NB/T 47008~47010-2017 |
承压设备用碳素钢和合金钢锻件 低温承压设备用合金钢锻件 承压设备用不锈钢和耐热钢锻件》 |
| 25 |
GB/T 9948-2013 |
《石油裂化用无缝钢管》 |
| 26 |
SH/T 3540-2018 |
《钢制冷换设备管束防腐涂层及涂装技术规范》 |
| 27 |
GB 50341-2014 |
《立式圆筒形钢制焊接油罐设计规范》 |
| 28 |
GB 50128-2014 |
《立式圆筒形钢制焊接储罐施工及验收规范》 |
1.2. 钢件制作试验和检验项目
| 序号 |
项目 |
| 1 |
材料质量合格证明书 |
| 2 |
原材料复检 |
| 3 |
焊接工艺评定 |
| 4 |
焊接接头坡口准备 |
| 5 |
焊接接头外观及最终检验 |
| 6 |
无损检测(按图纸要求) |
| 7 |
水压试验 |
| 8 |
除锈& 油漆检验(包括表面预处理) |
| 9 |
运输前检查 |
1.3. 防腐生产施工标准
| 序号 |
标准编号 |
标准名称 |
| 1 |
HG 20536-1993 |
《聚四氟乙烯衬里设备》 |
| 2 |
HG/T4277-2011 |
《钢制塑料衬里塔式容器技术条件》 |
| 3 |
GB/T 26501-2011 |
《氟塑料衬里压力容器通用技术条件》 |
| 4 |
HG/T 4088-2009 |
《塑料衬里设备 通用技术要求》 |
| 5 |
HG/T 4093-2022 |
《塑料衬里设备 衬里耐负压试验方法》 |
| 6 |
GB/T 23711.1-2019 |
《氟塑料衬里压力容器 电火花试验方法》 |
| 7 |
GB/T 23711.2-2019 |
《氟塑料衬里压力容器 耐低温试验方法》 |
| 8 |
GB/T 23711.3-2019 |
《氟塑料衬里压力容器 耐高温试验方法》 |
| 9 |
GB/T 23711.4-2019 |
《氟塑料衬里压力容器 耐真空试验方法》 |
| 10 |
GB/T 23711.5-2019 |
《氟塑料衬里压力容器 热胀冷缩试验方法》 |
| 11 |
GB/T 23711.6-2019 |
《氟塑料衬里压力容器 压力试验方法》 |
| 12 |
HG/T 20678-2000 |
《衬里钢壳设计技术规定》 |
| 13 |
HGJ 229-1991 |
《工业设备、管道防腐蚀工程施工及验收规范》 |
| 14 |
HG/T 4112-2009 |
《塑料衬里储槽和罐式容器技术条件》 |
| 15 |
GB 25025-2010 |
《衬里设备技术条件》 |
| 16 |
HG/T 20678-2000 |
《衬里钢壳设计技术规定》 |
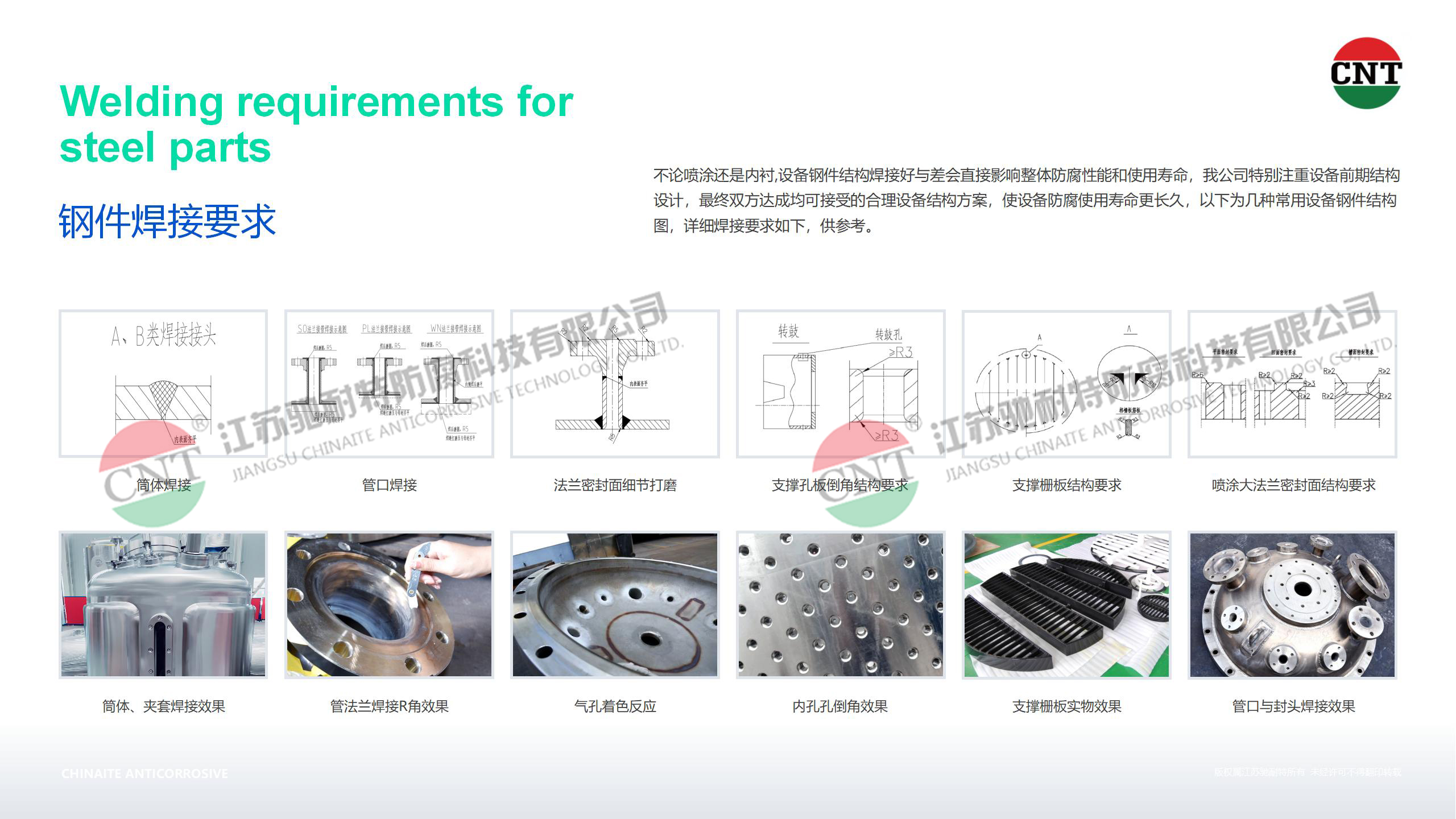
1.4. 常规大化工喷涂工艺对钢件的要求
二、 驰耐特喷涂防腐实力
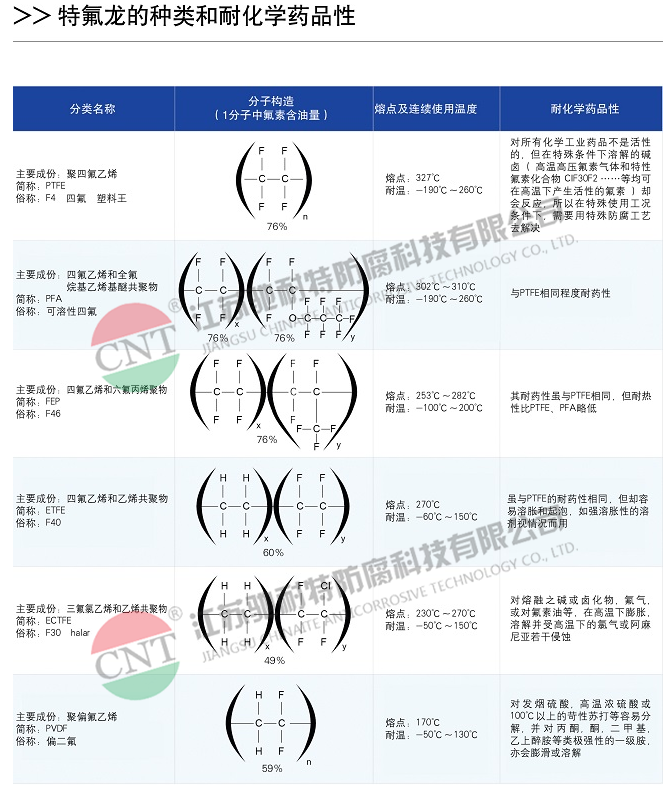
2.1. 特氟龙喷涂功能基本阐述
l 最大喷涂工件规格:φ5m*5m*10m
l 适用以下工况要求:耐化学腐蚀(包括在高温下的氟、氯、溴、碘、碱等腐蚀)、耐极限真空、耐高 低温-190℃至260℃、锂电池铜锌铁隔离、多晶硅材料金属物隔离、半导体高纯洁净、符合GMP车间FDA 食品级要求、耐磨自润滑、不粘易清洁、防静电(即:导电)、超高绝缘....
l 喷涂涂层种类及耐温值如下表:
| 序号 |
喷涂涂层种类 |
各喷涂层耐温 |
| 1 |
PTFE |
-190℃至260℃ |
| 2 |
PFA |
-190℃至260℃ |
| 3 |
ECTFE |
-60℃至130℃ |
| 4 |
ETFE |
-60℃至130℃ |
| 5 |
FEP |
-100℃至180℃ |
| 6 |
PVDF |
-60℃至120℃ |
2.2. 各喷涂材料分子构造和性能数据:
2.3. PTFE防腐材料性能说明
聚四氟乙烯(PTFE)涂层是一种具有非常低的摩擦系数和更好的耐化学性的特种涂层材料。
它具有以下几个特点:
1. 低摩擦系数:聚四氟乙烯涂层具有更低的摩擦系数,使得其表面具有良好的滑动性能。
这种特性使得PTFE涂层广泛应用于需要减少摩擦和磨损的场合,比如机械设备的润滑和密封部件。
2. 耐化学性:聚四氟乙烯涂层具有出色的耐化学性,能够在酸、碱、溶剂等恶劣环境中保持稳定的性能。
这使得PTFE涂层在化工、医药等领域得到广泛应用。
3. 高温稳定性:聚四氟乙烯涂层在高温下具有良好的稳定性,能够在-200℃至260℃的温度范围内保持其性能不变。
因此,PTFE涂层被广泛应用于高温工况下的设备和部件。
4. 良好的缘性能:聚四氟乙烯涂层具有优异的缘性能,能够有效隔离电流和热量。
这使得PTFE涂层在电子、电器等领域得到广泛应用。
二、聚四氟乙烯涂层的应用领域
1. 机械制造业:PTFE涂层在机械设备的润滑和密封部件中应用广泛。
比如,将PTFE涂层应用于轴承、齿轮、滑动轨道等部件上,能够减少摩擦和磨损,提高设备的使用寿命。
2. 化工领域:由于PTFE涂层具有出色的耐化学性,因此在化工设备的内壁涂层中得到广泛应用。
这种涂层能够防止化学物质对设备的腐蚀,保护设备的安全和寿命。
3. 医药行业:PTFE涂层广泛应用于医疗器械和药品包装领域。
其具有优异的耐腐蚀性和无毒性,能够确保医疗器械的安全和药品的质量。
4. 电子电器行业:聚四氟乙烯涂层具有良好的缘性能,能够在电子电器设备中起到隔离电流和热量的作用。
2.4. PFA防腐材料性能说明
PFA,即四氟乙烯和全氟烷基乙烯基醚之共聚物涂层(简称:PFA涂层)。
PFA塑料为少量全氟丙基全氟乙烯基醚与聚四氟乙烯的共聚物。熔融粘结性增强,溶体粘度下降,而性能与聚四氟乙烯相比无变化。有良好的耐化学腐蚀性和耐温性,几乎耐受所有化学品的腐蚀,摩擦系数在塑料中很低,其电绝缘性不受温度影响。
可适用于加工各类异形件,包括搅拌、反应釜、干燥设备、压力容器、储罐、阀体、泵体、离心机、排风管、热交换器、清洗设备、CMP抛光设备、高纯过滤器、气体排放系统、过滤器、混料设备、锂电池、液晶、光刻胶、电子湿化学品等。
广泛应用于半导体、化工、制药设备、环保、纺织、皮革、新材料、新能源、造纸滚轮、食品机械、包装机械、汽车配件、橡塑成型金属模具,耐磨及耐高温涂装和模具等领域。
产品优势
● 有良好的耐化学腐蚀性能;
● 具有良好的耐温性和耐磨性;
● 摩擦系数低,不粘性好;
● 涂层平流行性好,表面光滑。
PFA材料因其优异的耐渗透性能,常被用作重防腐材料,能够耐受各种强腐蚀性化学介质。提供的液体PFA厚涂涂层,不同于常见的静电喷涂粉末,是一种固体含量较高的水性涂料,无色母,无填充剂,采用新型活化剂,通过对PFA材料进行研磨及混合,大幅度提升了材料的加工性能。该液体PFA厚涂涂层能够长效耐受强酸强碱环境,承受200℃以上的高温,涂层附着力强,对冷热交替工况适应性好,并且能够满足多种纯净度要求。可以应用于食品、医药、化工、半导体等行业;可涂覆于各类金属基材上。化工有限公司的技术人员能针对客户设备特有的腐蚀问题提出解决方案,根据该设备特定运行环境调整表面处理方式,为客户定制合适的防腐蚀方案,从而可以延长研发生产设备及其防护涂层的使用寿命,减少维护检修带来的麻烦和损失。
产品优势
● 适用冷热交替的环境
克服玻璃搪瓷受到力冲击或骤变温差会被破坏的问题
● 针对严苛工况条件
可承受热溶液、酸和卤化化合物的极端腐蚀
● 提高设备的利用率
不需要因环境条件、介质条件的改变而更换容器或设备
● 可喷涂几乎所有形状工件
适用于结构复杂、非标准尺寸的化学容器
2.5. FEP防腐材料性能说明
FEP喷涂涂层,即四氟乙烯-六氟丙烯共聚物,具有优良的难燃性、不粘性、耐热性、耐电气性能,自润滑性能好,可减轻化学物质的堆积粘附。
可适用于加工各类异形件,包括搅拌、反应釜、干燥设备、压力容器、储罐、阀体、泵体、离心机、排风管、热交换器、清洗设备、CMP抛光设备、高纯过滤器、气体排放系统、过滤器、混料设备、锂电池、液晶、光刻胶、电子湿化学品等。
广泛应用于半导体、化工、制药设备、环保、纺织、皮革、新材料、新能源、造纸滚轮、食品机械、包装机械、汽车配件、橡塑成型金属模具,耐磨及耐高温涂装和模具等领域。
产品优势
● 有优异的耐化学腐蚀性能;
● 具有良好的耐温性和耐磨性;
● 摩擦系数低,不粘性好;
● 涂层平流行性好,表面光滑
2.6. ETFE防腐材料性能说明
ETFE粉末涂料是由乙烯与四氟乙烯共聚树脂制成的涂料,具备以下良好特性:
- 长期使用温度:150℃-180℃。
- 耐腐蚀性:几乎不受任何化学品腐蚀,仅次于PFA。
- 硬度:高于PFA,适用范围更广泛。
应用领域:
- 防腐涂层制造:用于储罐、管道和化工设备,提供可靠的化学耐腐蚀性能。
- 电子与半导体领域:作为电子元件的绝缘保护涂层,具备出色的电绝缘性能和耐高温性。
- 交通运输、航空航天和能源领域:用于飞机外壳、船体和车辆涂层,提供卓越的耐腐蚀和耐磨损性能。
- 能源领域:用于太阳能电池板、风力涡轮机叶片等设备的保护和表面涂层。
2.7. ECTFE防腐材料性能说明
ECTFE是一种由粉末涂料氯三氟乙烯和乙烯共聚合而成的高性能氟塑料材料,具有卓越的化学稳定性和耐腐蚀性能。它能够耐受广泛的化学介质,如酸、碱、溶剂等,同时具备出色的耐热性和机械性能,适用于高温高压环境。
ECTFE粉末涂料是一种优质的表面保护涂料,由含氟聚合物ECTFE制成。它适用于各种基材,如金属、塑料、陶瓷等,并广泛应用于防腐、防水、防污染和耐磨损等领域。在半导体加工厂、精细化工厂、电厂等环境中,用于制造化学品输送管道、储存罐、烟气脱硝设备等设备。此外,在电子和机械领域中,ECTFE粉末涂料被广泛应用于电缆保护套、阀门、泵壳、轴承等设备。
ECTFE粉末涂料的广泛应用使其成为许多特殊环境和高要求应用的理想选择,提供可靠的耐腐蚀和表面保护解决方案。
2.8. PVDF防腐材料性能说明
PVDF是由纯度≥99.99%的偏氟乙烯(VDF)均聚而成的涂料用PVDF可熔性氟碳树脂。有70%PVDF树脂制成的氟碳涂料经喷涂或辊涂等工艺经烘烤制成的漆膜具有无与伦比的超耐候性能及加工性能。完全符合美国建筑材料标准AAMA2605及中华人民共和国行业标准HG/T3793-2005。PVDF不但有很强的耐磨性和抗冲击性能,而且在极端严酷与恶劣的环境中有很高的抗褪色性与抗紫外线性能。 PVDF是目前含氟塑料中产量名列第二位的大产品,全球年产能超过5.3万吨。
产品特性:
1、PVDF具有良好的耐化学腐蚀性、良好的耐高温色变性和耐氧化性。
2、PVDF具有良好的耐磨性、柔韧性、很高的抗涨强度和耐冲击性强度。
3、PVDF具有良好的耐紫外线和高能辐射性。
4、PVDF亲水性较差。
2.9. 针对防腐功能的多种方案
| 序号 |
按喷涂功能分类 |
喷涂厚度范围 |
可喷涂材料 |
喷涂层颜色 |
常用原材料品牌 |
适用喷涂基材 |
| 1 |
耐腐蚀重防腐喷涂 |
0.3mm-1.5mm |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,白,米白,米黄,绿,咖啡,灰,褐 |
美国杜邦、
日本大金、
美国苏威、
日本旭硝子、
国产山东东岳 |
不锈钢、碳钢、
陶瓷、铜、铝、
石墨、钛材、
哈氏合金、特钢、
石墨稀、玻璃..... |
| 2 |
不粘自清洁喷涂 |
15um-70um |
PTFE,PFA,FEP |
黑,白,米白,米黄,绿,咖啡,灰,褐 |
| 3 |
自润滑减阻降噪喷涂 |
15um-70um |
PTFE,PFA,FEP |
黑,蓝,绿,灰 |
| 4 |
防静电(即:导电)重防腐喷涂 |
300um-1000um |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,深灰,白 |
| 5 |
防静电(即:导电)不粘喷涂 |
30um-100um |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,深灰,白 |
| 6 |
卫生级即符合FDA耐酸碱腐蚀 |
300um-1000um |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,白,米白 |
| 7 |
卫生级、食品级不粘喷涂 |
30um-100um |
PTFE,PFA,FEP |
黑,白,米白,绿,咖啡,灰 |
| 8 |
耐磨且耐盐雾腐蚀喷涂 |
15um-70um |
PTFE,PFA,FEP |
黑,蓝,绿,灰 |
| 9 |
高绝缘性:(绝缘5万伏电压) |
30um-1000um |
PTFE,PFA,ECTFE,ETFE,FEP,PVDF |
黑,白,咖啡 |
| 10 |
耐冷热性:(耐高低温性-190 ℃至260 ℃) |
30um-1500um |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,白,米白,米黄,绿,咖啡,灰,褐 |
| 11 |
耐极限真空-0.1兆帕、耐高压250公斤 |
300um-1500um |
PFA,ECTFE,ETFE,FEP,PVDF |
黑,白,米白,米黄,绿,咖啡,灰,褐 |
| 有关防腐的详细信息,建议客户来电或到访咨询 |
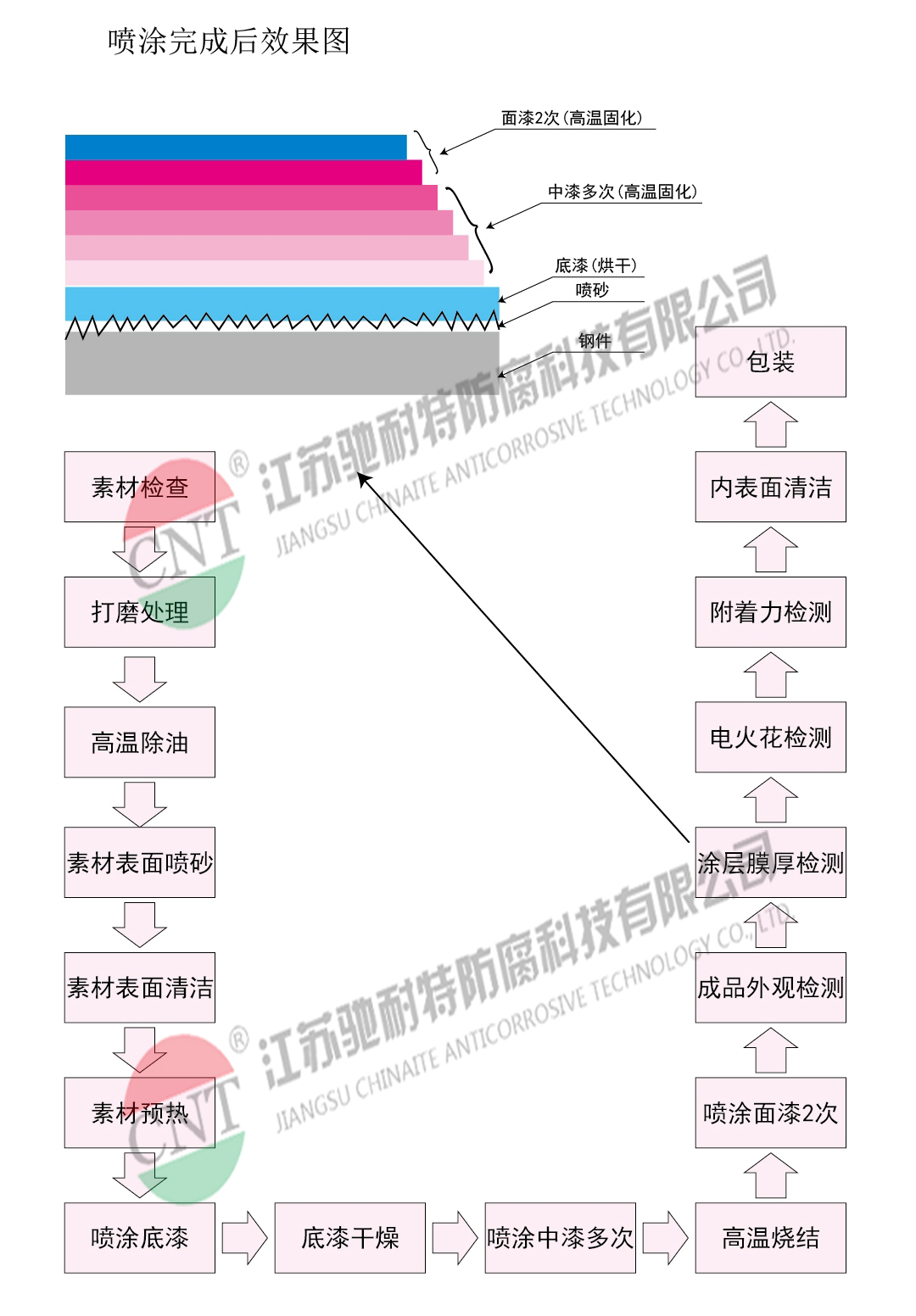
三、 常规大化工喷涂工艺流程
3.1 常规大化工喷涂工艺流程简图
3.2 常规大化工喷涂工艺流程详细说明
| 喷涂作业流程 |
喷涂详细叙述及要点说明 |
| 基材检查 |
1.检查基材表面无气孔、变形、缝隙、假焊、焊缝太高等焊接不良现象。 |
| 打磨前处理 |
1.打磨:把工件表面的毛刺、焊碴、尖角、锐角等用角磨机仔细打磨;
2.打磨过程中发现素材焊接制造有缺陷问题,需及时向生管部主管反应,确保喷涂的质量。 |
| 高温除油 |
1.空烧设定550℃高温除油,按工件大小、轻重设定保温时间,彻底烧去素材残余油质。(主要把法兰二次车加工油脂高温彻底和焊接处应力去除) |
| 喷砂粗糙处理 |
1.喷砂一定要选用硅砂,严禁使用铁砂,因为铁砂会污染不锈钢基材;
2.喷砂设定8公斤气压,选用20#硅砂表面均匀喷砂,喷砂粗糙达到Sa2.5的标准 |
| 基材表面清洁 |
1.向烘箱内架放工件;
2.用空气枪不低于6kg压力,吹净喷砂表面余尘;
3.再用吸尘器整体全面吸干净残余灰尘。 |
| 基材预热 |
喷涂前设备进入烘箱内,设定120℃温度预热干燥处理,彻底去除基材残留湿气。 |
| 喷涂底漆准备 |
7.1.把所用喷涂底漆料提前半小时充分搅拌,然后倒进喷涂专用喷枪内;
7.2.检查喷涂工具是否有异常,如有异常问题要及时解决,保证喷涂顺畅;
7.3.带好防护口罩、眼镜和防尘服装。 |
| 底漆喷涂 |
所用料为专用底漆;喷涂膜厚标准约50um-80um,烘烤设定温度380℃*60分钟。 |
| 中涂前准备 |
9.1.调试好粉桶的压力大小,直至达到适合标准;
9.2.提前1个小时打开气压流化,保证四氟粉末无沉淀;
9.3.检查喷枪的喷嘴、粉量、静电大小等等是否正常。 |
| 中涂 |
10.1.所用料为四氟粉末;
10.2.喷涂工艺为静电粉末热喷涂;
10.3.中涂一共需要12次,平均每次喷涂厚度在50um-70um左右,喷涂时控好温度、气压、静电大小等细节;
10.4.烘烤温度设定:260℃*10分钟、330℃*30分钟、370℃*30分钟、390℃*60分钟(备注:实际烧结温度有调整),喷涂10次就需要进行10高温烘烤。
10.5.反复喷涂约10次、反复烧结约10次; |
|
中涂检测
|
11.1.用膜厚仪测量膜厚是否达到0.8毫米的预期;如个别位置未达到0.8毫米防腐层,做好位置标记;
11.3.采用低频直流电火花检测仪设定5000V电压垂直沿防腐层面低于50mm/s的速度进行100%的探伤,把有针孔漏点和气泡、流挂的位置用所喷涂的材料焊条修补起来;
11.4.未达到0.8毫米做好标记以及针孔漏点修补完成,然后进烘箱重新喷涂把达到预期质量和厚度标准。 |
| 上 涂 |
12.1.喷涂工艺为静电粉末热喷涂;
12.2.每次喷涂膜厚为50um-60um;
12.5.反复喷涂约2次、反复烘烤约2次;
|
四、 检验检测
4.1. 设备检验和试验
4.1.1. 在设备制造过程中及出厂前,供方应依据经甲方批准的详细设计图纸和有关标准对设备进行检验。主要包括以下内容:
① 尺寸检查
② 原材料和外购件检验
③ 无损检测
④ 耐压试验
⑤ 泄漏试验(如果有)
⑥ 表面处理
⑦ 部件材质检验
甲方将对上述结果进行抽查。
4.1.2. 产品出厂前,甲方及项目相关方进行出厂前检验。甲方检验及签字并不免除或减轻供方对产品的责任。
4.1.3. 试验和检验项目
| 序号 |
项目 |
| 1 |
材料质量合格证明书 |
| 2 |
原材料复检 |
| 3 |
焊接工艺评定 |
| 4 |
焊接接头坡口准备 |
| 5 |
焊接接头外观及最终检验 |
| 6 |
无损检测(按图纸要求) |
| 7 |
水压试验 |
| 8 |
除锈& 油漆检验(包括表面预处理) |
| 9 |
运输前检查 |
4.2. 喷涂检验工序项目一览表
| 序号 |
项目名称 |
| 1. |
素材检查 |
| 2. |
原材料检验(品牌名称、批次号、目测外观) |
| 3. |
钢件高温除油除杂质 |
| 4. |
钢件喷砂粗糙化处理 |
| 5. |
喷涂前基材预热烘烤温度 |
| 6. |
喷涂底漆烘烤温度 |
| 7. |
喷涂面漆烘烤温度 |
| 8. |
电火花检测 |
| 11. |
衬层外观检测 |
| 12. |
膜厚检测 |
| 13. |
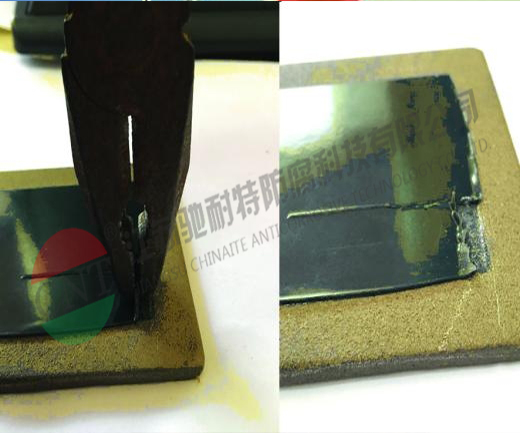
附着力检测 |
| 14. |
外表面刷防锈漆 |
| 15. |
外包装(法兰面保护全部用金属盲板且有涂防锈漆) |
| 16. |
设备防腐出厂资料报告 |
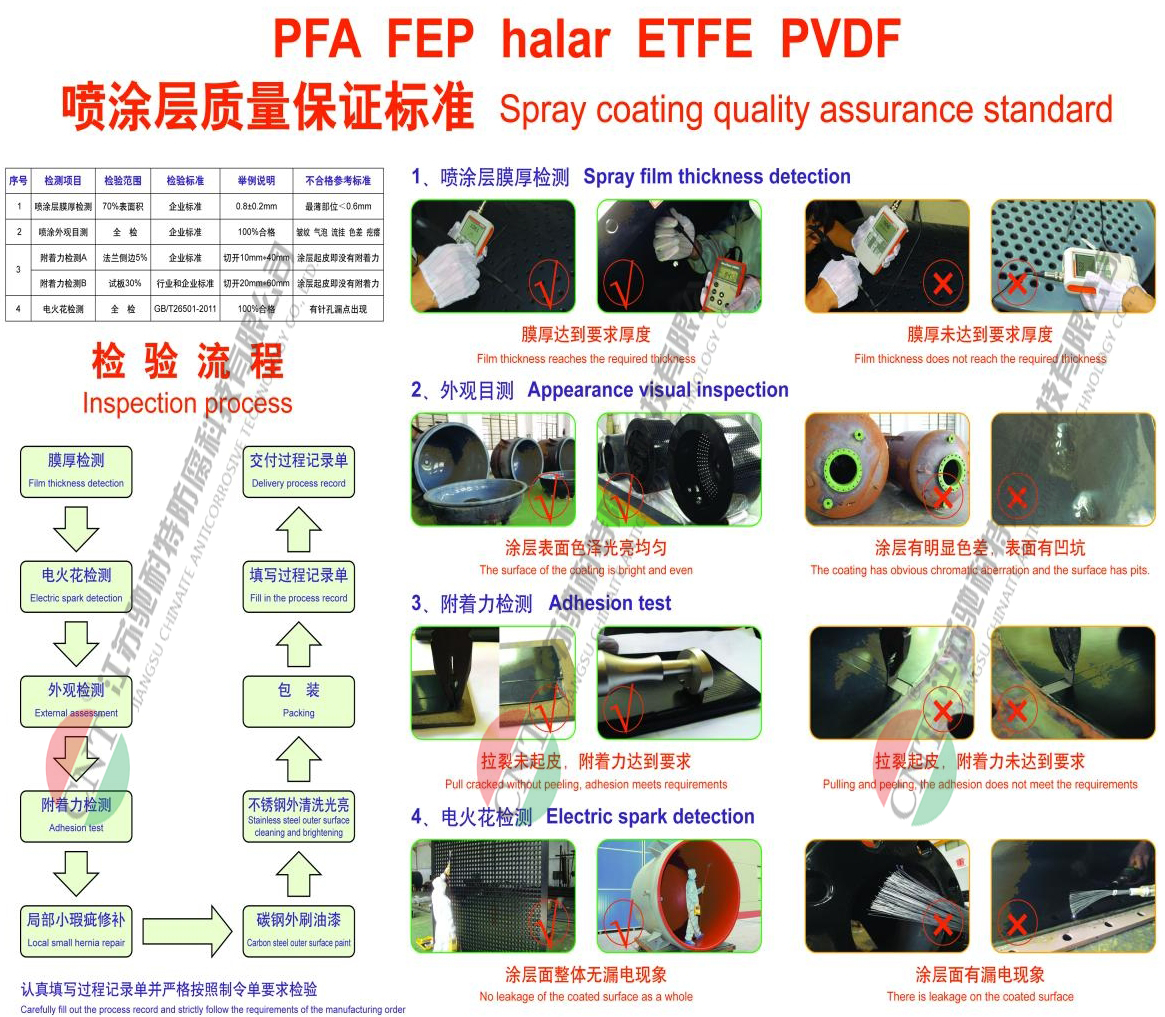
4.3. 喷涂重点检验点及检测标准
4.4. 喷涂检测设备
| 序号 |
检测设备名称 |
用途 |
实物照片 |
| 1 |
膜厚仪 |
测试涂层厚度 |
 |
| 2 |
电火花检测仪 |
测试涂层是否有漏点 |
 |
| 3 |
附着力检测仪 |
检测涂层附着力 |
 |
五、 喷涂检验检测和生产实物照片
六、 江苏驰耐特喷涂细节阐述:
6.1. 装备和规模实力
我司烘烤炉全部采用日本最先进的热风循环炉;烘烤炉所用燃烧机、风机、核心温控制系统均为日本原装进口;检测检验仪器全是国内外进口品牌;所用静电粉末喷粉机和液体喷枪均选用瑞士、日本进口品牌;核心装备保证了喷涂时的质量稳定性。
我司拥有喷涂最大直径5米,长度10米的烤炉,另外还有各种不同专用大小烤炉25台,能够满足大批量订单及时保质保量交货。
所有喷涂材料年总可以喷涂面积15万平方米至20万平方米。
6.2. 技术人员
喷涂师傅有着15年以上经验的20人,10年以上经验的25人,5年以上经验的30人,每年上半年和下半年对喷涂师傅进行考试培训两次,评A级、B级、C级三个等级,此等级不分工作时间长短,根据平时实际工作表现来评定。
6.3. 洁净度保证
> 不锈钢设备和碳钢设备喷砂区域独立分开,保证不交叉污染。所用砂材每三个月更换一次,确保喷砂的清洁和品质。
> 特氟龙静电厚涂粉末有5种,分别是PTFE/PFA/FEP/ETFE/ECTFE/PVDF,不同喷涂的材料喷涂区域之间是完全独立隔离封闭开的,避免了喷涂时不同材料之间互相交叉污染;
> 空气过滤:每个烤炉空气进口都装了低、中、高效三种微孔过滤装置,保证了高温烧结时的空气保持比较干净的状态,确保涂层在高温烧结过程中不会造成二次污染从而影响涂层的性能;
6.4. 喷涂经验
> 详细了解客户对涂层的实际使用性能要求,查看参数和多年经验,给客户选用更合适的工艺和涂层,不论客户需要达到什么性能要求,我公司都有经验满足客户要求;
> 对于特大型设备不论是半开式和闭式设备喷涂已有10年以上成熟经验,成功应用各行各业的腐蚀、不粘、防静电等工况多年;
> 烧结过程中我司喷涂工件在高温烧烤时配备有旋转工装,保证烧结过程中温度更加均匀。
> 我司从事特氟龙喷涂20年以上,喷涂技术国内更好,和日本、台湾同行有多年合作,与国际同行技术同步;
> 喷涂师傅考核:我司制定的严格考核制度,每天所喷涂的设备需对其考核喷涂返工率、喷涂厚度均匀度、喷涂外观等,不合格的将根据考核条例对喷涂师傅进行处罚,对喷涂品质比较稳定师傅将根据考核条例进行奖励。
6.5. 新工艺研发
公司从2014年开始,每年出资200万用于新工艺研究,在耐极限高温、耐极限真空、耐磨损等方面的研究,经过多年的不懈努力,辛苦研究,目前新技术新工艺已经成功应用在各行各业。
重防腐喷涂独特之处
> 涂层厚度在0.5mm至0.6mm左右的喷涂烧结次数底漆+中漆+面漆共计喷涂次数不低于10次;涂层厚度在0.8mm至1mm左右的喷涂烧结次数底漆+中漆+面漆共计喷涂次数不低于15次,喷涂次数和烧结温度是决定涂层是否致密和完全固化的保证,特别涂层致密性好坏是决定耐渗透腐蚀适用寿命长短的根本。一般喷涂厂喷涂次数正常最多5次也很轻松可以达到0.5mm;喷涂次数正常最多7次也很轻松可以达到0.8mm,而且能耗可以降低很多;
> 中漆喷涂结束并冷却后在检测厚度时,0.5mm检测电火花电压设定值为10000伏,极限高压可以把所有潜在针孔检测出来,成品后涂层检测降至8000伏;中漆喷涂结束并冷却后在检测厚度时,0.8mm检测电火花电压设定值为18000伏,极限高压可以把所有潜在针孔检测出来,成品后涂层检测降至12000伏。(备注:0.5mm国标电火花检测电压在5000伏;0.8mm国标电火花检测电压在8000伏,我司企业标准远远高于国标)。
6.6. 搅拌吊挂喷涂
为了减少搅拌桨在喷涂高温固化过程中变形,故我司是采用垂直吊挂烧结工艺,第一能保证搅拌在高温下不会变形,第二又避免横着吊挂搅拌桨吊挂点二次修补有质量隐患问题(国内大部分同行仍然都是采用横着吊挂喷涂)。
6.7. 原材料质量保证
我司使用的原材料全部为进口(主要供应商:美国杜邦、日本大金、美国苏威),保证了原材料的品质,与外资供应商建立了长期合作协议,保证了原材料的稳定供应。
6.8. 质量保证体系
我司有着完善的管理体系,所有设备进厂入库后就开始做质量追溯,生产过程记录单,每一道工序都会要求操作人员签字,质量责任到每一位,每台设备出厂检验均要求不低于两位品检员进行互检。